मिलाप के लिए सीखें: एक गहन गाइड
इलेक्ट्रॉनिक उपकरणों के निर्माण के लिए टांका लगाना एक महत्वपूर्ण कौशल है।इसे मजबूत और विश्वसनीय कनेक्शन बनाने के लिए सटीक, ज्ञान और सही उपकरण की आवश्यकता है।यह गाइड अच्छे टांका लगाने के लिए महत्वपूर्ण तकनीकों और सामग्रियों की व्याख्या करता है, जैसे कि सही टोलिंग आयरन चुनना और यह समझना कि फ्लक्स कैसे सही मिलाप जोड़ों को बनाने में मदद करता है।यह अलग -अलग टांका लगाने वाले आयरन और उनके उपयोगों को कवर करता है, जो भागों की रक्षा के लिए तापमान नियंत्रण के महत्व को उजागर करता है और उनके स्थायित्व को सुनिश्चित करता है।गाइड भी सही प्रकार के मिलाप का उपयोग करके तनाव देता है, विभिन्न परिस्थितियों में बेहतर संयुक्त शक्ति और प्रदर्शन के लिए पारंपरिक और नए दोनों मिश्र धातुओं पर ध्यान केंद्रित करता है।टिन करने और टांका लगाने की युक्तियों को बनाए रखने और दोनों बुनियादी और उन्नत टांका लगाने के तरीकों को कवर करने का विस्तार करके, यह गाइड पाठकों को कई इलेक्ट्रॉनिक परियोजनाओं में सटीक और प्रभावी टांका लगाने के कौशल देता है।
सूची
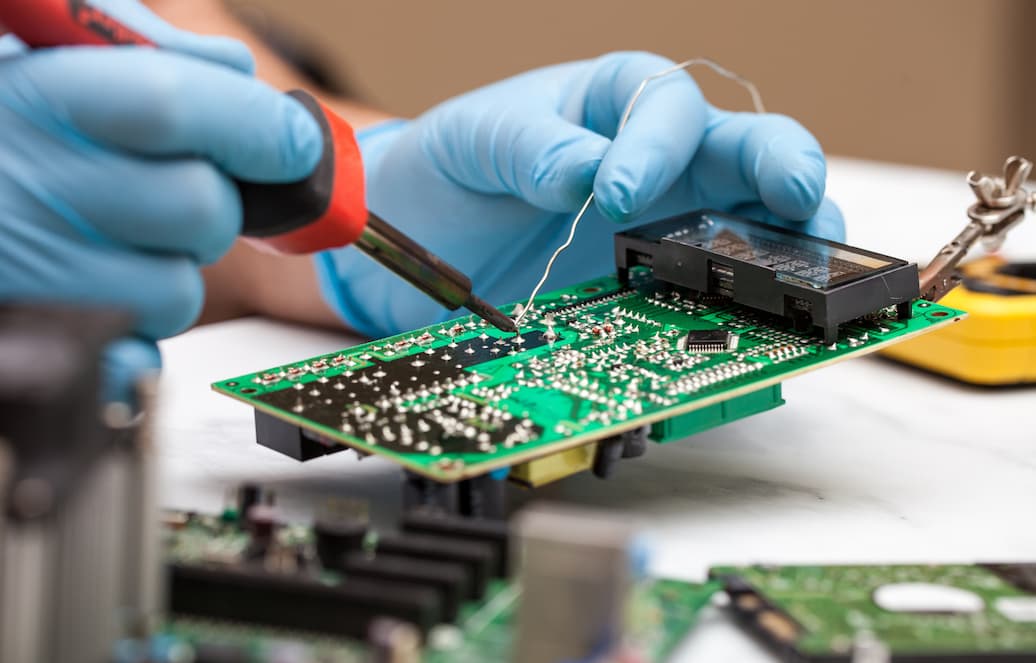
चित्र 1: टांका लगाना
सोल्डरिंग आयरन
एक टांका लगाने वाला लोहा इलेक्ट्रॉनिक्स असेंबली में एक महत्वपूर्ण उपकरण है, जिसका उपयोग मुख्य रूप से टांका लगाने के लिए किया जाता है, जिसमें उनके चारों ओर मिलाप पिघलाकर दो या अधिक इलेक्ट्रॉनिक घटकों में शामिल होना शामिल है।यह प्रक्रिया घटकों और सर्किट बोर्ड के बीच एक स्थायी बंधन बनाती है।एक टांका लगाने वाले लोहे का प्राथमिक कार्य सोल्डर, एक फ्यूज़िबल मेटल मिश्र धातु को गर्म करना है, जब तक कि यह पिघल नहीं जाता है और दो वर्कपीस के बीच संयुक्त में बहता है, जैसे कि एक घटक लीड और सर्किट बोर्ड पर एक संपर्क बिंदु।

चित्र 2: टांका लगाने वाला लोहा
आपको सर्किट बोर्डों में घटकों को संलग्न करने के लिए एक टांका लगाने वाले लोहे की आवश्यकता होती है।यह सोल्डर को पिघलाने के लिए गर्मी प्रदान करता है, जिससे यह घटक के पिन और सर्किट बोर्ड पर पैड के बीच छोटे अंतराल को प्रवाहित करने और भरने की अनुमति देता है।एक बार सोल्डर ठंडा हो जाता है, यह एक विद्युत और यांत्रिक कनेक्शन बनाता है, जो बोर्ड को घटक को सुरक्षित करता है।यह प्रक्रिया इलेक्ट्रॉनिक उपकरणों को ठीक से काम करती है।इस विधि के माध्यम से, प्रतिरोधों, कैपेसिटर और एकीकृत सर्किट जैसे घटक पीसीबी से दृढ़ता से जुड़े होते हैं, जिससे अनगिनत इलेक्ट्रॉनिक उपकरणों का मूल होता है।
टांका लगाने वाले आयरन के प्रकार

चित्र 3: कम और उच्च वाट क्षमता वाले टांका लगाने वाले विडंबना
कम वाटेज सोल्डरिंग आयरन
15 से 40 वाट की पावर रेटिंग के साथ टांका लगाने वाले विडंबना नाजुक इलेक्ट्रॉनिक काम के लिए एकदम सही हैं।वे सर्किट बोर्डों में घटकों को संलग्न करने जैसे कार्यों के लिए आदर्श हैं, जहां अत्यधिक गर्मी संवेदनशील भागों को नुकसान पहुंचा सकती है।निचला वाट क्षमता सटीक तापमान नियंत्रण के लिए अनुमति देता है, मिलाप या नाजुक घटकों को ओवरहीट करने के जोखिम को कम करता है।हालांकि, ये विडंबना अधिक धीरे -धीरे गर्म हो सकते हैं और विस्तारित उपयोग के दौरान या उच्च थर्मल द्रव्यमान वाले घटकों के साथ काम करते समय एक सुसंगत तापमान बनाए रखने के लिए संघर्ष कर सकते हैं।
उच्च वाटेज टांका लगाने वाले आयरन
60 से 100 वाट या उससे अधिक की पावर रेटिंग के साथ टांका लगाने वाले विडंबनाओं को उन कार्यों के लिए डिज़ाइन किया गया है जिनके लिए तेजी से और लगातार उच्च गर्मी की आवश्यकता होती है।ये उपकरण बड़े भागों या मोटे तारों को एक साथ रखने के लिए महत्वपूर्ण हैं क्योंकि उन्हें ठोस मिलाप जोड़ों को बनाने के लिए मजबूत और स्थिर गर्मी की आवश्यकता होती है।उच्च वाट क्षमता वाले विडंबना भी निरंतर, टांका लगाने वाले कार्यों की मांग के लिए, थर्मल ड्रॉप-ऑफ के बिना उच्च तापमान बनाए रखने के लिए अच्छी तरह से अनुकूल हैं।यह विश्वसनीयता पेशेवर सेटिंग्स में उपयोगी है जहां समय दक्षता और त्वरित थ्रूपुट महत्वपूर्ण हैं।
तापमान-नियंत्रित सोल्डरिंग स्टेशनों के लाभ
सुसंगत गुणवत्ता और विश्वसनीयता एक समान मिलाप जोड़ों को सुनिश्चित करती है, इलेक्ट्रॉनिक सर्किट में कमजोर स्थानों और विफलताओं को रोकती है।
संवर्धित घटक सुरक्षा सटीक गर्मी को लागू करती है, थर्मल शॉक और संवेदनशील घटकों को गर्मी से संबंधित क्षति से बचती है।
बेहतर टांका लगाने की गति और दक्षता मैनुअल तापमान समायोजन की आवश्यकता को समाप्त करती है, टांका लगाने की प्रक्रिया को तेज करती है।
अपशिष्ट और पुनर्मिलन में कमी से दोष और पुनर्मिलन कम हो जाते हैं, संसाधनों का संरक्षण और कचरे को कम करते हैं।
क्षति को रोकने और उच्च गुणवत्ता वाले टांका लगाने के लिए तापमान का प्रबंधन
यहां प्रभावी तापमान प्रबंधन के लिए रणनीतियाँ हैं:
सबसे पहले, टांका लगाने वाले आयरन और युक्तियों को चुनें जो लगातार तापमान बनाए रखते हैं।उनकी थर्मल चालकता और तापमान को धारण करने की क्षमता के आधार पर सुझावों का चयन करें, क्योंकि ये कारक मिलाप संयुक्त तक गर्मी वितरण को प्रभावित करते हैं;
दूसरे, सटीक तापमान डिस्प्ले सुनिश्चित करने के लिए नियमित रूप से टांका लगाने वाले उपकरणों को कैलिब्रेट करें।कुशल और नियंत्रित गर्मी हस्तांतरण सुनिश्चित करने के लिए पहने हुए युक्तियों की सफाई और प्रतिस्थापित करके उपकरण बनाए रखें;
तीसरा, तापमान प्रतिक्रिया प्रणाली: उन्नत सटीकता के लिए तापमान प्रतिक्रिया प्रणालियों के साथ उन्नत टांका लगाने वाले स्टेशनों का उपयोग करें।ये सिस्टम सेट तापमान को बनाए रखने के लिए बिजली उत्पादन को समायोजित करते हैं, थर्मल लोड और परिवेश के तापमान में बदलाव की भरपाई करते हैं;
फिर, ऑपरेटरों को न केवल टांका लगाने की तकनीकों में बल्कि तापमान नियंत्रण के महत्व में भी प्रशिक्षित किया जाना चाहिए।उन्हें पता होना चाहिए कि तापमान-नियंत्रित इकाइयों पर सेटिंग्स को कैसे पढ़ें और समायोजित करें और अनुचित तापमान अनुप्रयोगों के संकेतों को पहचानें;
अंत में, परिवेश के तापमान में उतार -चढ़ाव को रोकने के लिए टांका लगाने वाले वातावरण को नियंत्रित करें।एक स्थिर वातावरण बनाए रखने के लिए एयर कंडीशनिंग या हीटिंग सिस्टम स्थापित करना असंगत मिलाप जोड़ों को रोकने में मदद करता है।
सोल्डर
सोल्डर एक फ्यूज़िबल मेटल मिश्र धातु है जो इलेक्ट्रॉनिक्स और प्लंबिंग में धातु के टुकड़ों के बीच स्थायी बॉन्ड बनाने के लिए आवश्यक है।यह उन सामग्रियों को गीला करना चाहिए जो इसे प्रभावी ढंग से जोड़ते हैं, उपयोग करने में आसान होते हैं, और यांत्रिक शक्ति बनाए रखते हैं।जबकि मिलाप रचनाएं भिन्न होती हैं, एक पारंपरिक मिश्रण टिन और सीसा होता है।

चित्रा 4: मिलाप
एक ऐतिहासिक रूप से प्रचलित सोल्डर रचना 60% टिन और 40% लीड है।यह यूटेक्टिक मिश्रण 183-190 ° C (361-374 ° F) और ठोस और तरल राज्यों के बीच सुचारू रूप से संक्रमण के बीच पिघल जाता है।यह मिश्र धातु उपयोग में आसानी के साथ यांत्रिक शक्ति को संतुलित करता है, जिससे यह मैनुअल टांका लगाने के लिए लोकप्रिय हो जाता है।यह ठंडा होने पर एक चमकदार खत्म करता है, एक अच्छी तरह से निर्मित संयुक्त का संकेत देता है।
स्वास्थ्य और पर्यावरणीय चिंताओं को दूर करने के लिए लीड-फ्री सैनिक विकसित किए गए हैं।हालांकि, टिन-लीड सोल्डर उपयोग में रहते हैं, जहां लीड-फ्री विकल्प प्रदर्शन की जरूरतों को पूरा नहीं कर सकते हैं, जैसे कि उच्च तापमान वाले वातावरण में।लीड-आधारित सैनिकों के साथ काम करना आसान होता है, क्योंकि वे कई लीड-फ्री विकल्पों की तुलना में कम तापमान और गीली सतहों पर अधिक प्रभावी ढंग से पिघल जाते हैं।
मिलाप किस्में और उनके अनुप्रयोग
ठीक बनाम मोटी मिलाप: इलेक्ट्रॉनिक अनुप्रयोगों में विभेदित उपयोग
मिलाप विभिन्न व्यास में आता है, प्रत्येक विशिष्ट कार्यों के लिए सिलवाया जाता है।ठीक मिलाप, व्यास में 0.010 से 0.031 इंच के बीच मापना, सटीक काम के लिए आदर्श है जैसे कि घनी पैक किए गए मुद्रित सर्किट बोर्ड (पीसीबी) पर टांका लगाना जहां घटक एक साथ करीब होते हैं।इसका छोटा व्यास बेहतर नियंत्रण प्रदान करता है और माइक्रोकंट्रोलर या सतह-माउंट डिवाइस (एसएमडी) जैसे घटकों पर पास के पिन के बीच मिलाप पुल बनाने के जोखिम को कम करता है।
मोटी मिलाप, आमतौर पर व्यास में 0.062 इंच से अधिक, उन कार्यों के लिए उपयोग किया जाता है जिनके लिए अधिक मिलाप की आवश्यकता होती है जैसे कि बड़े घटकों और तारों को जोड़ने या पावर इलेक्ट्रॉनिक्स के साथ काम करना।कुशल गर्मी हस्तांतरण में मोटी मिलाप एक्सेल, उच्च-वर्तमान जोड़ों या बड़े थर्मल द्रव्यमान के लिए सबसे अच्छा।यह संपत्ति मिलाप को जल्दी से प्रवाहित करने और समान रूप से मजबूत और विश्वसनीय कनेक्शन बनाने और टांका लगाने की प्रक्रिया को तेज करने की अनुमति देती है।
ठीक और मोटी मिलाप के बीच चयन घटकों की भौतिक और थर्मल आवश्यकताओं पर निर्भर करता है।फाइन सोल्डर को अक्सर संवेदनशील इलेक्ट्रॉनिक्स के लिए चुना जाता है जहां अत्यधिक गर्मी नाजुक भागों को नुकसान पहुंचा सकती है।मोटे मिलाप को जल्दी से ठंडा करने और पास के क्षेत्रों को ओवरहीट किए बिना संयुक्त को ठोस करने के लिए पसंद किया जाता है।
विशेष सैनिक: अतिरिक्त सामग्रियों के साथ बढ़ी हुई संयुक्त ताकत की खोज
पारंपरिक लीड-टिन सोल्डर से परे, संयुक्त शक्ति और प्रदर्शन को बढ़ावा देने के लिए, चांदी जैसी अतिरिक्त सामग्री वाले सैनिक हैं।चांदी-असर वाले सैनिक अपने बेहतर यांत्रिक गुणों के लिए इलेक्ट्रॉनिक्स और प्लंबिंग दोनों में बेशकीमती होते हैं और शुद्ध लीड-टिन सैनिकों की तुलना में कम पिघलने वाले बिंदु होते हैं।
इलेक्ट्रॉनिक्स में, चांदी को जोड़ने से चालकता और थर्मल थकान प्रतिरोध में सुधार होता है, जिससे यह उच्च आवृत्ति या उच्च तापमान वाले वातावरण के लिए एकदम सही हो जाता है।उदाहरण के लिए, सिल्वर सोल्डर का उपयोग मोटर वाहन अनुप्रयोगों, एयरोस्पेस इलेक्ट्रॉनिक्स और सौर पैनलों में किया जाता है, जहां जोड़ों को कठोर परिस्थितियों का सामना करना होगा।
चांदी से बढ़ी हुई संयुक्त ताकत यांत्रिक विफलता के जोखिम को कम करती है।इसके अलावा, सिल्वर सोल्डर के पिघलने बिंदु को कम करता है, टांका लगाने की प्रक्रिया के दौरान घटकों पर थर्मल तनाव को कम करता है।हालांकि, चांदी की उच्च लागत इन सैनिकों को मानक अनुप्रयोगों के लिए कम किफायती बनाती है।उनका उपयोग उन स्थितियों में उचित है जहां दीर्घकालिक विश्वसनीयता और प्रदर्शन प्रारंभिक लागतों की तुलना में अधिक महत्वपूर्ण हैं।
प्रवाह की भूमिका
टांका लगाने में फ्लक्स की आवश्यकता होती है क्योंकि यह सोल्डर एप्लिकेशन के लिए धातु की सतहों को तैयार करता है।इसका काम इन सतहों को साफ और प्राइम करना है, यह सुनिश्चित करते हुए कि वे ऑक्साइड और दूषित पदार्थों से मुक्त हैं जो बंधन को कमजोर कर सकते हैं।जब धातुओं को टांका लगाने के दौरान गर्म किया जाता है, तो वे हवा के संपर्क में ऑक्सीकरण करते हैं।यह ऑक्सीकरण एक गैर-प्रवाहकीय धातु ऑक्साइड परत बनाता है जो उचित मिलाप आसंजन में बाधा डालता है।
जब फ्लक्स को एक धातु की सतह पर लागू और गर्म किया जाता है, तो यह इन ऑक्साइडों को सक्रिय और हटा देता है और सतह को प्रभावी ढंग से साफ करता है।यह नीचे की साफ धातु को उजागर करता है, जिससे मिलाप को अधिक प्रभावी ढंग से बंधन की अनुमति मिलती है।फ्लक्स भी मिलाप के गीले गुणों में सुधार करता है, जिसका अर्थ है कि मिलाप समान रूप से फैल सकता है और धातु के साथ बेहतर संपर्क बना सकता है, एक मजबूत विद्युत और यांत्रिक कनेक्शन बनाने के लिए अच्छा है।

चित्र 5: टांका लगाने का प्रवाह
प्रवाह के प्रकार
यहाँ कुछ सामान्य प्रवाह प्रकार हैं जो टांका लगाने में उपयोग किए जाते हैं:
• रोसिन फ्लक्स: पाइन पेड़ों से निकाले गए प्राकृतिक राल से बनाया गया, रोसिन फ्लक्स का उपयोग विद्युत और इलेक्ट्रॉनिक्स टांका लगाने में किया जाता है।यह टांका लगाने के तापमान पर ऑक्सीकरण को रोकता है और इसकी कार्रवाई में हल्का होता है।गतिविधि स्तर के आधार पर तीन उपप्रकार हैं: रोसिन (आर), रोसिन सक्रिय (आरए), और रोसिन माइल्डली सक्रिय (आरएमए)।आरए और आरएमए फ्लक्स में एडिटिव्स होते हैं जो उनकी सफाई कार्रवाई में सुधार करते हैं, जिससे वे अधिक ऑक्सीकरण के साथ सतहों के लिए उपयोगी होते हैं।

चित्र 6: रोसिन फ्लक्स
• पानी में घुलनशील प्रवाह: ये फ्लक्स रोसिन-आधारित लोगों की तुलना में अधिक आक्रामक हैं और टांका लगाने के बाद पानी से धोया जा सकता है।उनका उपयोग नलसाजी और उच्च शुद्धता वाले अनुप्रयोगों में किया जाता है।
• नो-क्लीन फ्लक्स: पोस्ट-सोल्डिंग क्लीनअप को कम करने के लिए डिज़ाइन किया गया, नो-क्लीन फ्लक्स न्यूनतम अवशेषों को छोड़ देता है जो गैर-प्रवाहकीय और गैर-जंगल होते हैं।वे इस बात के लिए महान हैं कि विधानसभा कैसे मायने रखती है और जब अतिरिक्त सफाई नाजुक भागों को नुकसान पहुंचा सकती है।उपभोक्ता इलेक्ट्रॉनिक्स बनाने में नो-क्लीन फ्लक्स का उपयोग किया जाता है क्योंकि वे कुशल होने और बड़े पैमाने पर उत्पादन को संभालने में मदद करते हैं।

चित्र 7: नो-क्लीन फ्लक्स
• एसिड फ्लक्स: इस अत्यधिक संक्षारक प्रवाह का उपयोग गैर-इलेक्ट्रॉनिक अनुप्रयोगों जैसे शीट मेटल वर्क और कॉपर पाइप के साथ प्लंबिंग के लिए किया जाता है।यह ऑक्सीकरण को हटा देता है, लेकिन नाजुक इलेक्ट्रॉनिक्स के लिए उपयुक्त नहीं है, क्योंकि यह सर्किट बोर्ड और घटकों को खारिज कर सकता है।
सोल्डरिंग टिप

चित्र 8: सोल्डरिंग टिप्स
युक्तियों के प्रकार
शंक्वाकार युक्तियाँ
शंक्वाकार युक्तियाँ, या शंकु युक्तियाँ, एक तेज, शंकु-जैसे आकार है जो उन्हें सटीक टांका लगाने वाले कार्यों के लिए बहुमुखी बनाता है।उनका संकीर्ण बिंदु तंग स्थानों तक पहुंच की अनुमति देता है, जो आसन्न क्षेत्रों को परेशान किए बिना संवेदनशील घटकों पर विस्तृत टांका लगाने को सक्षम करता है।यह टिप जंक्शनों पर या बारीकी से पैक किए गए लीड के बीच सटीक टांका लगाने के लिए प्रभावी है, सटीकता और न्यूनतम गड़बड़ी सुनिश्चित करता है।

चित्र 9: शंक्वाकार सोल्डरिंग टिप
नुकीला युक्तियाँ
नुकीले युक्तियों में शंक्वाकार युक्तियों की तुलना में एक तेज अंत होता है, सटीकता को बढ़ाता है और गर्मी को छोटे लक्ष्यों को निर्देशित करता है।यह डिज़ाइन मुद्रित सर्किट बोर्ड (पीसीबी) पर विस्तृत टांका लगाने के लिए अच्छा है जहां सटीक गर्मी की आवश्यकता होती है।व्यक्तिगत मिलाप जोड़ों को संबोधित करने और घनी पॉप्युलेटेड इलेक्ट्रॉनिक असेंबली को नेविगेट करने में इंगित टिप्स एक्सेल, उच्च गुणवत्ता वाले सर्किटरी काम के लिए पिनपॉइंट सटीकता को अच्छा प्रदान करते हैं।

चित्र 10: नुकीली टांका लगाने की नोक
पेचकश युक्तियाँ
पेचकश युक्तियों में एक सपाट, पेचकश की तरह का अंत होता है, जिससे वे बड़े सतह क्षेत्रों को टांका लगाने के लिए इष्टतम बनाते हैं जिन्हें पर्याप्त गर्मी वितरण की आवश्यकता होती है।ये टिप्स बड़े क्षेत्रों में त्वरित गर्मी हस्तांतरण की सुविधा प्रदान करते हैं, टांका लगाने वाले तारों या घटकों के लिए आदर्श हैं जिन्हें तेजी से हीटिंग की आवश्यकता होती है।उनकी व्यापक सतह समान रूप से हीटिंग और टिनिंग तारों के लिए उपयोगी है, उच्च-मात्रा उत्पादन सेटिंग्स में प्रक्रियाओं को सुव्यवस्थित करता है।

चित्र 11: पेचकश सोल्डरिंग टिप
छेनी युक्तियाँ
छेनी युक्तियाँ फ्लैट और नुकीले युक्तियों की कार्यक्षमताओं को जोड़ती हैं, जिसमें एक व्यापक, सपाट अंत होता है जो थोड़ा संकीर्ण होता है।यह डिज़ाइन कुशल गर्मी हस्तांतरण और लक्षित एप्लिकेशन को संतुलित करता है, जो उन्हें बड़े घटक टांका लगाने और विस्तृत कार्यों दोनों के लिए उपयुक्त बनाता है।पेशेवर वातावरण में मूल्यवान, छेनी युक्तियाँ विभिन्न अनुप्रयोगों का समर्थन करती हैं, ड्रैग टांका लगाने से लेकर कई पिनों को एक साथ ब्रिज करने तक, टांका लगाने वाले शस्त्रागार में एक बहुमुखी उपकरण प्रदान करती हैं।

चित्र 12: छेनी टांका लगाने की टिप
बेवेल टिप्स
Bevel Tips शंक्वाकार और छेनी युक्तियों की विशेषताओं को मिश्रित करते हैं, जिससे वे विभिन्न घटक आकारों में सामान्य टांका लगाने के लिए अनुकूल हैं।उनका डिज़ाइन सटीक अभी तक मजबूत टांका लगाने के लिए अनुमति देता है, विस्तृत इलेक्ट्रॉनिक कार्यों के लिए आदर्श और भारी अनुप्रयोगों को बड़े पैड या लीड्स में प्रभावी गर्मी हस्तांतरण की आवश्यकता होती है।यह दोहरी कार्यक्षमता बेवेल टिप्स को तकनीशियनों के लिए एक टांका लगाने वाले कार्यों में विस्तार और पैमाने के बीच संतुलन की आवश्यकता है।

चित्र 13: बेवल टांका लगाने की टिप
चाकू युक्तियाँ
ड्रैग टांका लगाने के लिए चाकू युक्तियों को तैयार किया जाता है, जहां एक मोशन में कई मिलाप कनेक्शन बनाने के लिए टिप को पिन या पैड की एक श्रृंखला के साथ घसीटा जाता है।यह टिप प्रकार पीसीबी पर सतह-माउंट उपकरणों पर कई जोड़ों को कुशलता से संभालने के लिए अमूल्य है।चाकू की तरह आकार लोहे को उठाए बिना कनेक्शन में निरंतर टांका लगाने और विशिष्ट टांका लगाने वाले संचालन में उत्पादकता बढ़ाने की अनुमति देता है।

चित्र 14: चाकू सोल्डरिंग टिप
टिप का रखरखाव
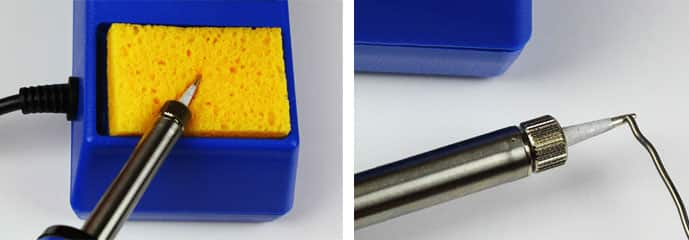
टिप को साफ करने के लिए दो सामान्य तरीके एक नम स्पंज का उपयोग कर रहे हैं और धातु ऊन का उपयोग कर रहे हैं।
नम स्पंज: इस पारंपरिक विधि में गीले स्पंज पर गर्म टांका लगाने वाली टिप को पोंछना शामिल है।मुख्य लाभ यह है कि यह प्रभावी रूप से पुराने सोल्डर और फ्लक्स अवशेषों को बिना किसी अपघर्षक के हटा देता है।नमी सोल्डर को जल्दी से ठंडा करती है, जिससे पोंछना आसान हो जाता है।हालांकि, अचानक शीतलन थर्मल शॉक का कारण बन सकता है, संभावित रूप से समय के साथ टिप को नुकसान पहुंचा सकता है और इसके जीवनकाल को कम कर सकता है।
धातु ऊन: धातु की ऊन, जिसे अक्सर पीतल या स्टेनलेस स्टील से बनाया जाता है, एक अलग सफाई विधि प्रदान करता है।धातु ऊन के खिलाफ टिप को पोंछने से अचानक ठंडा होने, थर्मल तनाव को कम करने और संभवतः टिप के जीवनकाल को बढ़ाने के बिना इसे साफ किया जाता है।हालांकि, धातु ऊन की अपघर्षक प्रकृति टिप को नीचे पहन सकती है यदि बहुत अधिक उपयोग किया जाता है।

चित्र 15: टिप की सफाई के लिए दो सामान्य तरीके
टिनिंग टिप: प्रक्रिया और महत्व
टिनिंग की प्रक्रिया शुरू करने के लिए, पहले यह सुनिश्चित करें कि टिप एक नम स्पंज या धातु ऊन का उपयोग करके साफ है।फिर, टांका लगाने वाले लोहे को उसके ऑपरेटिंग तापमान पर गर्म करें।एक बार गर्म होने के बाद, थोड़ी मात्रा में मिलाप को सीधे टिप पर स्पर्श करें और धीरे से पिघले हुए मिलाप के साथ पूरे टिप को कवर करें।अंत में, किसी भी अतिरिक्त मिलाप को हटाने के लिए एक सफाई सामग्री पर टिप को संक्षेप में पोंछें, टिप पर एक चमकदार कोटिंग छोड़ दें।
टिनिंग एक टांका लगाने वाले लोहे की नोक की दीर्घायु और दक्षता बनाए रखने के लिए महत्वपूर्ण है।एक सुरक्षात्मक परत बनाकर, टिनिंग ऑक्सीकरण और जंग को रोकता है जब टिप गर्म होती है और हवा के संपर्क में होती है।एक अच्छी तरह से-तिने टिप थर्मल चालकता को बढ़ाती है, जो मिलाप संयुक्त के लिए अधिक कुशल और सटीक गर्मी हस्तांतरण की अनुमति देती है।नियमित रूप से टिनिंग न केवल प्रदर्शन में सुधार करता है, बल्कि इसे साफ और अच्छी तरह से बनाए रखने के द्वारा टिप के जीवनकाल का विस्तार करता है, जिससे प्रतिस्थापन की आवृत्ति कम हो जाती है।
टांका लगाने की तकनीक
हम विभिन्न सोल्डरिंग तकनीकों, उनके तरीके, उपयोग और सर्वोत्तम प्रथाओं के लिए युक्तियों का पता लगाएंगे।
नरम टांका लगाना
सॉफ्ट टांका लगाना इलेक्ट्रॉनिक्स में सबसे आम तकनीक है।यह एक कम पिघलने बिंदु मिश्र धातु, टिन और सीसा का मिश्रण, या सुरक्षित विकल्पों के लिए, तांबे या चांदी के साथ टिन का उपयोग करता है।तापमान अपेक्षाकृत कम है, लगभग 250 डिग्री सेल्सियस, गर्मी-संवेदनशील इलेक्ट्रॉनिक घटकों के लिए उपयुक्त है।
सोल्डरिंग शुरू करने के लिए, सतहों को शामिल करने के लिए अच्छी तरह से सफाई करके शुरू करें, यह सुनिश्चित करें कि सभी तेलों और ऑक्सीकरण को हटा दिया जाए।अगला, टांका लगाने की प्रक्रिया के दौरान ऑक्सीकरण को रोकने के लिए सतहों पर फ्लक्स लागू करें।एक टांका लगाने वाले लोहे का उपयोग करके संयुक्त को गरम करें, फिर मिलाप लागू करें, जिससे यह एक सुरक्षित कनेक्शन बनाने के लिए संयुक्त पर स्वतंत्र रूप से प्रवाह कर सके।इष्टतम परिणामों के लिए, बेहतर गर्मी नियंत्रण बनाए रखने और घटकों को ओवरहीट करने से बचने के लिए उपयुक्त टिप आकार के साथ एक टांका लगाने वाले लोहे का उपयोग करें, जिससे नुकसान हो सकता है।सुनिश्चित करें कि एक विश्वसनीय और टिकाऊ कनेक्शन प्राप्त करने के लिए मिलाप समान रूप से वितरित किया जाता है।
कठिन टांका लगाना
हार्ड टांका लगाने, या टकराने, 600 से 900 डिग्री सेल्सियस तक के तापमान पर एक उच्च पिघलने बिंदु मिश्र धातु, एक पीतल या चांदी-आधारित मिश्र धातु का उपयोग करता है।यह प्लंबिंग, एचवीएसी सिस्टम और मजबूत जोड़ों की आवश्यकता वाले अन्य स्थितियों में धातु भागों में शामिल होने के लिए उपयुक्त है।
सबसे पहले, सुनिश्चित करें कि सभी सतहों को सावधानीपूर्वक साफ किया जाता है।अगला, उच्च तापमान के संपर्क में आने पर ऑक्सीकरण को रोकने के लिए क्षेत्र में फ्लक्स लागू करें।फिर, एक मशाल के साथ भागों को गर्म करें और सावधानी से मिलाप लागू करें।आसपास की धातु को ओवरहीट किए बिना संयुक्त को अच्छी तरह से गर्म करना महत्वपूर्ण है।हमेशा उच्च तापमान और संभावित धातु के छींटे से बचाव के लिए सुरक्षा उपकरण, जैसे दस्ताने और आंखों की सुरक्षा, पहनें।
इलेक्ट्रॉनिक उपकरणों में एक लेप लगाकर टाँका लगाना
रिफ्लो टोलिंग का उपयोग पीसीबी (मुद्रित सर्किट बोर्ड) के निर्माण में एक साथ कई घटकों को मिलाप करने के लिए किया जाता है।इस तकनीक में बोर्ड में सोल्डर पेस्ट (फ्लक्स और सोल्डर कणों का मिश्रण) को लागू करना, शीर्ष पर घटकों को रखना और फिर विधानसभा को एक रिफ्लो ओवन में गर्म करना शामिल है।
एक मुद्रित सर्किट बोर्ड (पीसीबी) को इकट्ठा करने के लिए, स्टेंसिल का उपयोग करके बोर्ड में मिलाप पेस्ट लागू करके शुरू करें।अगला, बोर्ड पर घटकों को ध्यान से रखें।फिर, एक नियंत्रित तापमान प्रोफ़ाइल सुनिश्चित करते हुए, एक रिफ्लो ओवन के माध्यम से पीसीबी चलाएं।ठंडे जोड़ों या गर्म घटकों को रोकने के लिए तापमान की निगरानी करें।और अंत में, सुनिश्चित करें कि सोल्डर पेस्ट ताजा है और इसकी प्रभावशीलता को बनाए रखने के लिए सही ढंग से संग्रहीत है।
वेव सोल्डरिंग
वेव सोल्डरिंग पीसीबी के लिए एक बड़े पैमाने पर टांका लगाने की प्रक्रिया है, जो कि होल प्लेटेड घटकों के लिए प्रभावी है।इसमें पिघले हुए मिलाप की एक लहर पर पीसीबी को पास करना शामिल है जो उजागर धातु क्षेत्रों से चिपक जाता है जहां फ्लक्स लागू किया गया है।
पीसीबी पर सभी-होल घटकों को सम्मिलित करके शुरू करें।अगला, टांका लगाने की प्रक्रिया को सुविधाजनक बनाने के लिए पीसीबी के निचले भाग में फ्लक्स लागू करें।फिर, एक कन्वेयर सिस्टम का उपयोग करके पिघले हुए मिलाप की लहर पर पीसीबी को पास करें, यह सुनिश्चित करें कि मिलाप ठीक से पालन करता है।इष्टतम परिणामों के लिए, बोर्ड में टांका लगाने के लिए कन्वेयर गति और लहर ऊंचाई को समायोजित करें।थर्मल शॉक को रोकने के लिए पीसीबी को प्रीहीट करें और एक चिकनी मिलाप प्रवाह सुनिश्चित करें।
कैसे मिलाप करें?
किसी भी टांका लगाने वाले काम को शुरू करने से पहले, अपने टांका लगाने वाले लोहे को मिलाप के साथ अपनी टिप को कोटिंग करके तैयार करना महत्वपूर्ण है।यह लोहे की गर्मी को बेहतर बनाने में मदद करता है और पहनने को रोककर लंबे समय तक रहता है।सबसे पहले, टिप को लोहे से संलग्न करें और इसे चालू करें, तापमान को 400 डिग्री सेल्सियस (752 ° F) पर सेट करें यदि आप इसे समायोजित कर सकते हैं।किसी भी गंदगी या जंग को हटाने के लिए एक नम स्पंज के साथ टिप को साफ करें।एक बार साफ होने के बाद, टिप को थोड़ा गर्म करें और इसे सोल्डर के साथ तब तक स्पर्श करें जब तक कि यह समान रूप से लेपित न हो जाए।आपको टिप को अच्छे आकार में रखने के लिए प्रत्येक उपयोग से पहले और बाद में ऐसा करना चाहिए।समय के साथ, टिप खराब हो जाएगी और अगर यह खुरदरी या क्षतिग्रस्त हो जाता है तो इसे बदलने की आवश्यकता होती है।
चित्र 16: टिप को टिन करना
एक सर्किट बोर्ड के लिए एक को मिलाप करने के लिए, नामित छेदों में एलईडी लीड को सम्मिलित करके शुरू करें।बोर्ड को फ्लिप करें और कॉपर पैड के संपर्क में रखने के लिए 45 डिग्री के कोण पर लीड को बाहर की ओर मोड़ें।टांका लगाने वाले लोहे पर बिजली और इसे 400 डिग्री सेल्सियस पर सेट करें।लगभग 3-4 सेकंड के लिए तांबे के पैड और एलईडी लीड दोनों के खिलाफ लोहे की टिप रखकर संयुक्त को गर्म करें।यह पर्याप्त गर्मी हस्तांतरण सुनिश्चित करता है।फिर, संयुक्त को अप्रत्यक्ष रूप से मिलाप का परिचय दें, जो संयुक्त से गर्मी को टिकाऊ बंधन बनाने के लिए मिलाप को पिघला देता है।लोहे को हटाने के बाद, मिलाप को स्वाभाविक रूप से ठंडा होने दें ताकि एक शंकु-जैसे आकार के साथ एक चिकनी, चमकदार संयुक्त प्राप्त हो सके।एक बार मिलाप के ठोस होने के बाद किसी भी अतिरिक्त लीड को ट्रिम करें।

चित्र 17: कैसे मिलाप करने के लिए (1)
एक साथ मिलाप तारों के लिए, तार के छोर से इन्सुलेशन को छीनकर शुरू करें और किसी भी फंसे हुए तारों को मोड़ने से रोकें।टांका लगाने वाले लोहे को गरम करें, फिर इसे गर्म करने के लिए 3-4 सेकंड के लिए तारों में से एक को टिप दबाएं।गर्म तार के पार समान रूप से मिलाप लागू करें और इसे दूसरे तार के साथ दोहराएं।एक बार जब दोनों तारों को टिन्ड कर दिया जाता है, तो उन्हें संरेखित करें और दोनों तारों पर मिलाप को पिघलाने के लिए लोहे के साथ संयुक्त को गर्म करें, एक ठोस बंधन सुनिश्चित करें।गर्मी सिकुड़ते ट्यूबिंग के साथ इसे इन्सुलेट करने से पहले संयुक्त ठंडा होने दें।यह तकनीक एक मजबूत, टिकाऊ कनेक्शन की गारंटी देती है जो शारीरिक तनाव और बिजली के पहनने का सामना करती है।
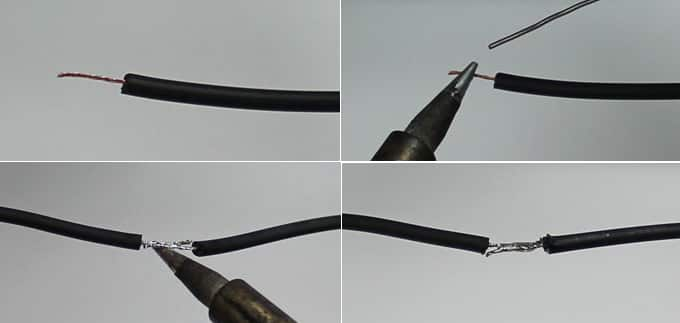
चित्रा 18: कैसे टोलर तारों के लिए(२)
इलेक्ट्रॉनिक घटकों को हटाने या टांका लगाने की त्रुटियों को ठीक करने के लिए desoldering अच्छा है।संयुक्त के ऊपर रखकर और अपने टांका लगाने वाले लोहे के साथ इसे गर्म करके एक डिसोल्डरिंग ब्रैड (या सोल्डर विक) का उपयोग करें।ब्रैड पिघले हुए मिलाप को अवशोषित करता है, सफाई से इसे संयुक्त से हटा देता है।जलने से बचने के लिए गर्म ब्रैड को ध्यान से संभालें।बड़ी मात्रा में मिलाप के लिए, एक मिलाप चूसने वाला का उपयोग करें।प्लंजर को दबाकर चूसने वाला तैयार करें, संयुक्त को गर्म करें, फिर पिघले हुए मिलाप पर चूसने वाले की टिप को स्थिति दें और सक्शन बनाने के लिए बटन दबाएं, मिलाप को दूर करें।संयुक्त को साफ करने के लिए आवश्यक के रूप में दोहराएं।
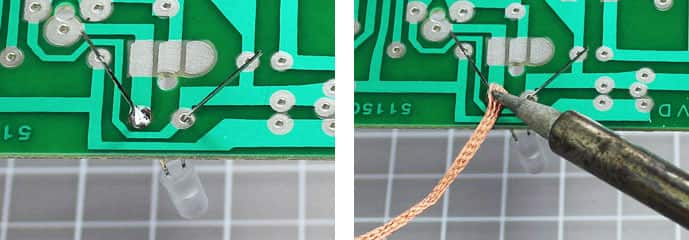
चित्र 19: desoldering
सामान्य टांका लगाने की समस्याएं
अतिरिक्त मिलाप अलग -अलग कनेक्शनों को ब्रिज करके, डिवाइस की कार्यक्षमता और सुरक्षा को जोखिम में डालकर शॉर्ट सर्किट का कारण बन सकता है।यहां अतिरिक्त मिलाप का प्रबंधन और हटाने के तरीके दिए गए हैं:
सोल्डर विक का उपयोग करना: एक सोल्डर विक, या डिसोल्डरिंग ब्रैड, ठीक तांबे के तार के स्ट्रैंड्स होते हैं जो गर्म होने पर मिलाप को अवशोषित करते हैं।इसका उपयोग करने के लिए, अतिरिक्त मिलाप पर ब्रैड रखें और ब्रैड पर गर्म टांका लगाने वाले लोहे की नोक को दबाएं।जैसे ही मिलाप पिघल जाता है, यह ब्रैड में अवशोषित हो जाता है, इसे इच्छित क्षेत्र से हटा देता है।सुनिश्चित करें कि ब्रैड या सर्किट बोर्ड को नुकसान पहुंचाने से बचने के लिए लोहे बहुत गर्म नहीं है।
सोल्डर चूसने वाला उपकरण: यह उपकरण मिलाप के बड़े बूँदों के लिए प्रभावी है।सोल्डर चूसने वाला एक छोटा यांत्रिक पंप है जो इसके ट्रिगर को दबाने पर पिघले हुए मिलाप को वैक्यूम करता है।टांका लगाने वाले लोहे के साथ पिघले हुए राज्य में मिलाप को गरम करें, फिर जल्दी से पिघले हुए मिलाप के ऊपर मिलाप चूसने वाले की नोक रखें और इसे सक्रिय करें।प्रभावी उपयोग के लिए समय और स्थिति महत्वपूर्ण हैं।
फिर से पछाड़ना और घसीटना: कभी -कभी मिलाप को फिर से गर्म करना और टांका लगाने वाले लोहे की टिप के साथ इसे दूर करना छोटी ज्यादती के लिए पर्याप्त हो सकता है।इस पद्धति के लिए एक स्थिर हाथ की आवश्यकता होती है और मिलाप को आगे फैलाने से बचने के लिए टांका लगाने वाले लोहे पर नियंत्रण की आवश्यकता होती है।
निवारक उपाय: अतिरिक्त मिलाप को रोकने के लिए, संयुक्त के लिए केवल राशि का उपयोग करें।मिलाप लगाने से पहले संयुक्त को अच्छी तरह से गर्म करें और अत्यधिक प्रवाह से बचने के लिए गर्मी को हटाने से पहले मिलाप तार को हटा दें।
निष्कर्ष
इलेक्ट्रॉनिक उपकरणों के साथ काम करने वाले किसी भी व्यक्ति के लिए अच्छी तरह से मिलाप करना सीखना।इस गाइड ने अच्छे टांका लगाने के लिए आवश्यक उपकरण, सामग्री और तकनीकों को कवर किया है।यह सही उपकरण चुनने, तापमान का प्रबंधन करने और सही प्रकार के मिलाप और प्रवाह का उपयोग करने के महत्व पर प्रकाश डालता है।यह विभिन्न प्रकार के टांका लगाने वाले आयरन और उनके उपयोग और धातु की सतहों को तैयार करने में प्रवाह की भूमिका की व्याख्या करता है।गाइड प्रत्येक कार्य में सटीकता और देखभाल की आवश्यकता दिखाते हुए, टांका लगाने के सुझावों और विस्तृत टांका लगाने के तरीकों की देखभाल करने के बारे में भी बात करता है।इस जानकारी के साथ, पाठकों को विभिन्न टांका लगाने वाली नौकरियों को संभालने के लिए बेहतर तरीके से सुसज्जित किया जाता है, जिससे यह सुनिश्चित होता है कि उनकी इलेक्ट्रॉनिक परियोजनाएं टिकाऊ हैं और समय के साथ अच्छी तरह से काम करती हैं।
अक्सर पूछे जाने वाले प्रश्न [FAQ]
1. टांका लगाने के दौरान कभी भी क्या उपयोग नहीं किया जाना चाहिए?
सोल्डरिंग करते समय, उन सामग्रियों का उपयोग करने से बचें जो संयुक्त की अखंडता से समझौता कर सकते हैं या सुरक्षा खतरों को रोक सकते हैं।सबसे पहले, फ्लक्स के रूप में एसिड या अज्ञात रसायनों का उपयोग न करें, केवल विशिष्ट टांका लगाने वाले फ्लक्स को लागू किया जाना चाहिए।स्वास्थ्य जोखिमों और नियामक प्रतिबंधों के कारण इलेक्ट्रॉनिक्स में लीड-आधारित सैनिकों से बचा जाना चाहिए।प्लास्टिक जैसी सामग्री, जो उच्च तापमान के तहत हानिकारक धुएं को पिघला या उत्सर्जित कर सकती है, प्रत्यक्ष टांका लगाने के लिए अनुपयुक्त हैं।
2. सोल्डर के लिए सबसे मुश्किल काम क्या है?
हवा के संपर्क में आने पर ऑक्साइड परत के तेजी से गठन के कारण एल्यूमीनियम मिलाप के लिए चुनौतीपूर्ण है।यह ऑक्साइड परत एल्यूमीनियम की सतह का पालन करने के लिए मिलाप की क्षमता में बाधा डालती है।विशेष तकनीकों और फ्लक्स को प्रभावी ढंग से एल्यूमीनियम को मिलाप करने की आवश्यकता होती है, जिससे यह तांबे या चांदी जैसी अधिक ग्रहणशील धातुओं को टांका लगाने की तुलना में अधिक जटिल कार्य बनाता है।
3. क्या आप टांका लगाने से पहले चांदी को अचार देते हैं?
हां, टांका लगाने से पहले चांदी को चांदी करना एक आम बात है।अचार में सतह ऑक्सीकरण और दूषित पदार्थों को हटाने के लिए एक हल्के अम्लीय समाधान में चांदी को डुबोना शामिल है।यह प्रक्रिया धातु को साफ करती है, यह सुनिश्चित करती है कि मिलाप ठीक से पालन करता है और एक मजबूत, स्वच्छ बंधन बनाता है।यह चांदी के टांका लगाने में एक पेशेवर खत्म करने के लिए एक कदम है।
4. क्या मुझे मिलाप के लिए फ्लक्स की आवश्यकता है?
लगभग सभी धातुओं को टांका लगाने के लिए फ्लक्स की आवश्यकता होती है।यह हीटिंग के दौरान धातु की सतहों को साफ करने और तैयार करने का काम करता है, जिससे मिलाप आसानी से और बॉन्ड को प्रभावी ढंग से प्रवाहित करने की अनुमति देता है।प्रवाह के बिना, मिलाप अच्छी तरह से पालन नहीं कर सकता है, जिससे कमजोर जोड़ों और विद्युत या संरचनात्मक अखंडता में संभावित विफलता हो सकती है।यह एक धातु और मिलाप के लिए सही प्रकार के प्रवाह का उपयोग करना होगा, जिसके साथ आप काम कर रहे हैं, यह सुनिश्चित करने के लिए कि सोल्डरिंग अच्छी तरह से काम करता है।
5. मैं अपने टांका लगाने वाले लोहे को क्यों नहीं कर सकता?
यदि आप अपने टांका लगाने वाले लोहे को टिन करने में असमर्थ हैं, तो इसके कारण होने की संभावना है:
टिप का ऑक्सीकरण: यदि टिप ऑक्सीकरण किया जाता है, तो यह मिलाप को ठीक से पिघलाता नहीं है।लोहे के गर्म होने पर एक नम स्पंज के साथ टिप को साफ करें।यदि ऑक्सीकरण गंभीर है, तो टिप टिनर का उपयोग करें या टिप को बदलें।
गलत तापमान: यदि तापमान बहुत कम है, तो मिलाप पिघल नहीं जाएगा।इसके विपरीत, यदि यह बहुत अधिक है, तो मिलाप वाष्पित हो सकता है या जल सकता है, उचित टिनिंग को रोक सकता है।
संदूषण: सुनिश्चित करें कि टिप अन्य सामग्रियों से दूषित नहीं है, जो मिलाप को पालन करने से भी रोक सकता है।
हमारे बारे में
ALLELCO LIMITED
और पढो
त्वरित पूछताछ
कृपया एक जांच भेजें, हम तुरंत जवाब देंगे।

दबाव सेंसर में अंतर्दृष्टि: कार्यक्षमता, प्रकार और उपयोग
2024/08/7 पर
चार्जिंग विधियाँ
2024/08/6 पर
लोकप्रिय लेख
-
सर्किट में GND क्या है?
1970/01/1 पर 3039
-

RJ-45 कनेक्टर गाइड: RJ-45 कनेक्टर रंग कोड, वायरिंग योजनाएं, R-J45 एप्लिकेशन, RJ-45 डेटशीट
1970/01/1 पर 2608
-

फाइबर कनेक्टर प्रकार: एससी बनाम एलसी और एलसी वीएस एमटीपी
1970/01/1 पर 2162
-
इलेक्ट्रॉनिक्स VCC, VDD, VEE, VSS और GND में बिजली की आपूर्ति वोल्टेज को समझना
0400/11/13 पर 2073
-

DB9 और RS232 के बीच तुलना
1970/01/1 पर 1790
-

LR44 बैटरी क्या है?
बिजली, कि सर्वव्यापी बल, चुपचाप हमारे दैनिक जीवन के हर पहलू को, तुच्छ गैजेट्स से लेकर जीवन-धमकी वाले चिकित्सा उपकरणों तक, यह एक मूक भूमिका निभाता है।हालांकि, वास्तव में इस ऊर्जा को लोभी करना, विशेष रूप से इसे कैसे स्टोर करन...1970/01/1 पर 1754
-
बुनियादी बातों को समझना: इंडक्शन प्रतिरोध, औरकैपिटेंस
इलेक्ट्रिकल इंजीनियरिंग के जटिल नृत्य में, मौलिक तत्वों की एक तिकड़ी केंद्र चरण लेती है: इंडक्शन, प्रतिरोध और कैपेसिटेंस।प्रत्येक अद्वितीय लक्षण हैं जो इलेक्ट्रॉनिक सर्किट के गतिशील लय को निर्धारित करते हैं।यहां, हम इन ...1970/01/1 पर 1706
-

CR2430 बैटरी व्यापक गाइड: विनिर्देशों, अनुप्रयोगों और CR2032 बैटरी की तुलना
CR2430 बैटरी क्या है?CR2430 बैटरी का लाभआदर्शCR2430 बैटरी अनुप्रयोगCR2430 समतुल्यCR2430 बनाम CR2032बैटरी CR2430 आकारCR2430 और समकक्षों को खरीदते समय क्या देखेंआंकड़ा पत्रक पीडीएफअक्सर पूछे जाने वाले प्रश्नों बैटरी छोटे इलेक्ट्रॉनिक उपकरणों ...1970/01/1 पर 1640
-
आरएफ क्या है और हम इसका उपयोग क्यों करते हैं?
रेडियो फ्रीक्वेंसी (RF) तकनीक आधुनिक वायरलेस संचार का एक महत्वपूर्ण हिस्सा है, जो भौतिक कनेक्शन के बिना लंबी दूरी पर डेटा ट्रांसमिशन को सक्षम करता है।यह लेख RF की मूल बातें में बताता है, यह बताते हुए कि इलेक्ट्रोमैग्नेटिक व...1970/01/1 पर 1620
-
ट्रांजिस्टर में एचएफई के लिए व्यापक गाइड
ट्रांजिस्टर आधुनिक इलेक्ट्रॉनिक उपकरणों में महत्वपूर्ण घटक हैं, जो सिग्नल प्रवर्धन और नियंत्रण को सक्षम करते हैं।यह लेख एचएफई के आसपास के ज्ञान में देरी करता है, जिसमें ट्रांजिस्टर के एचएफई मूल्य का चयन कैसे किया जाए, एच...5600/11/13 पर 1563
हॉट पार्ट नंबर
-

V72A48H400BL
Vicor Corporation
DC DC CONVERTER 48V 400W
PHE844RD6470MR06L2
KEMET
CAP FILM 0.47UF 20% 1KVDC RADIAL
MB96F613RBPMC-GSAE1
Infineon Technologies
IC MCU 16BIT 96KB FLASH 48LQFP
FAN3214TMX
Fairchild Semiconductor
FULL BRIDGE BASED PERIPHERAL DRI
AD9984AKCPZ-140
Analog Devices Inc.
IC VIDEO INTERFACE 64LFCSP
ST25DV04K-IER6S3
STMicroelectronics
IC RFID TRANSP 13.56MHZ 8SO
PM7543FQ
Analog Devices Inc.
IC DAC 12BIT A-OUT 16CERDIP
TC33X-2-302E
Bourns Inc.
TRIMMER 3K OHM 0.1W J LEAD TOP
AT24C02BN-SH-B
Microchip Technology
IC EEPROM 2KBIT I2C 1MHZ 8SOIC
C1005X8R1C333K050BE
TDK Corporation
CAP CER 0.033UF 16V X8R 0402
HSMP-3833-TR1G
Broadcom Limited
RF DIODE PIN 200V 250MW SOT23-3
GP2D020A120U
SemiQ
DIODE ARRAY SCHOTTKY 1200V TO247
PC28F256G18AE
Micron Technology Inc.
IC FLASH 256MBIT PAR 64EASYBGA
STM8S103K3T6C
STMicroelectronics
IC MCU 8BIT 8KB FLASH 32LQFP
74455015
Würth Elektronik
FIXED IND 1.5UH 2.8A 50 MOHM SMD
DPX105950DT-6012A1
TDK Corporation
RF DIPLEXER 2.4GHZ/5.425GHZ 0402
REG710NA-3.3/3K
Texas Instruments
IC REG CHARGE PUMP 3.3V SOT23
SST25VF064C-80-4C-Q2AE
Microchip Technology
IC FLASH 64MBIT SPI/DUAL 8WSON -

SIR416DP-T1-GE3
Vishay Siliconix
MOSFET N-CH 40V 50A PPAK SO-8
12065A471JAT2P
KYOCERA AVX
CAP CER 470PF 50V NP0 1206
RT0805DRD072K7L
YAGEO
RES SMD 2.7K OHM 0.5% 1/8W 0805
LT3060IDC-15#TRMPBF
Analog Devices Inc.
IC REG LINEAR 15V 100MA 8DFN
MIC2594-2YM
Microchip Technology
IC HOT SWAP CTRLR -48V 8SOIC
ADS62P28IRGCT
Texas Instruments
IC ADC 12BIT PIPELINED 64VQFN
PCM1795DBR
Texas Instruments
IC DAC/AUDIO 32BIT 200K 28SSOP
0805PC152KAT1A
KYOCERA AVX
CAP CER 1500PF 250V X7R 0805
MT41K256M16TW-107 AUT:P
Micron Technology Inc.
IC DRAM 4GBIT PAR 96FBGA
DS1631
Analog Devices Inc./Maxim Integrated
SENSOR DIGITAL -55C-125C 8DIP
IRFB3306GPBF
Infineon Technologies
MOSFET N-CH 60V 120A TO220AB
LMH6321TS
Texas Instruments
IC OPAMP BUFFER 110MHZ DDPAK
SN54S37J
Texas Instruments
MILITARY 4-CH, 2-INPUT, 4.5-V TO
VI-B51-02
Vicor Corporation
VI-B51-02 200V/12V 200W S
SUM90N08-4M8P-E3
Vishay Siliconix
MOSFET N-CH 75V 90A D2PAK
2220AC103KAZ1A
KYOCERA AVX
CAP CER 10000PF 1KV X7R 2220
EP2S130F1508C5
Altera
IC FPGA 1508FBGA
24LC64FT-I/ST
Microchip Technology
IC EEPROM 64KBIT I2C 8TSSOP -

SN54HC244J
Texas Instruments
54HC244 OCTAL BUFFERS AND LINE D
HSMS-280C-TR1G
Broadcom Limited
RF DIODE SCHOTTKY 70V SOT323
A54SX72A-PQG208I
Microchip Technology
IC FPGA 171 I/O 208QFP
LTC2290CUP#TRPBF
Analog Devices Inc.
IC ADC 12BIT PIPELINED 64QFN
MC74LCX374DTR2G
onsemi
IC FF D-TYPE SNGL 8BIT 20TSSOP
08051A470JAT2A
KYOCERA AVX
CAP CER 47PF 100V C0G/NP0 0805
CDBC560-G
Comchip Technology
DIODE SCHOTTKY 60V 5A DO214AB
APA075-PQG208
Microchip Technology
IC FPGA 158 I/O 208QFP
AD8031ARZ
Analog Devices Inc.
IC VOLTAGE FEEDBACK 1 CIRC 8SOIC
C0603X6S0G154M030BB
TDK Corporation
CAP CER 0.15UF 4V X6S 0201
MC10H131M
onsemi
IC FF D-TYPE DUAL 1BIT 16SOEIAJ
DAC161S997RGHT
Texas Instruments
IC DAC 16BIT 16WQFN
LCMXO3D-9400HC-5BG256C
Lattice Semiconductor Corporation
IC FPGA 206 I/O 256CABGA
BQ76200PWR
Texas Instruments
IC BATT PROT MULTI 3-16C 16TSSOP
5M570ZT144C4N
Intel
IC CPLD 440MC 9NS 144TQFP
AT32UC3A1128-AUT
Microchip Technology
IC MCU 32BIT 128KB FLASH 100TQFP
72454-014VLF
Amphenol ICC (FCI)
CONN HEADER SMD 14POS 2.54MM
IRL3202PBF
Infineon Technologies
MOSFET N-CH 20V 48A TO220AB